Технические характеристики сварочных электродов УОНИ 13/55
Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.

Содержание
Расшифровка аббревиатуры Уони
Для начала разберемся с названием и выясним откуда берется название. Расшифровка выглядит следующим образом:
- У – Универсальная;
- О – Обмазка;
- Н – Научного;
- И – Института.
- 13- №13
Т.е. это отечественная разработка исследовательского института сварки, название и номер которого закрепились в обозначении.Встречается также обозначение УОНИИ- присутствие дополнительной буквы “И” указывает Исследовательский Институт.
Кстати! В технической документации правильным обозначением принято именно УОНИИ, требования к этому правилу прописаны в ГОСТе 9466—75, а вот название на пачке электродов может быть и УОНИ 13/55.
Технические характеристики
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
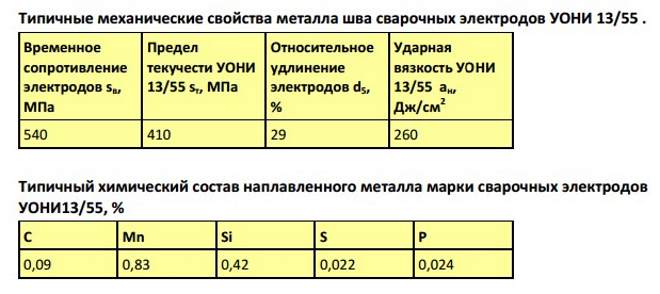
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
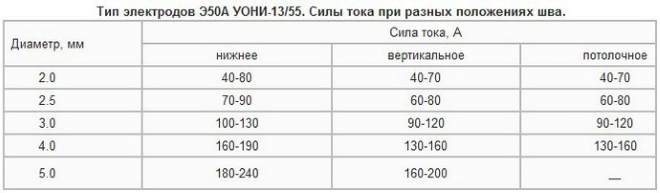
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, “растягивание” дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг – для диаметра изделий до 2,5 мм;
- 5 кг – для диаметра в 3,0 – 4,0 мм;
- 8 кг – для диаметра свыше 4,0 мм.
Процедура прокалки сварочных электродов уони 13/55
Основная задача прокалки электродов – уменьшение концентрации влаги в обмазке.
Абсолютно каждая упаковка с электродами должна реализовываться вместе с сертификатом качества и инструкцией, в которой довольно подробно расписана процедура прокаливания. Отхождение отданных рекомендаций может ухудшить качество самих изделий, и как следствие, качественные характеристики сварного шва.
В ситуации, когда инструкции по самым разным причинам не оказалось, необходимо следовать нижеописанным рекомендациям:
- Для обеспечения стабильного процесса горения сварочной дуги, и соответственно, достойного уровня шва, процедуру прокаливания необходимо проводить только перед использованием.
- Если сварочные электроды уони не были использованы в течение 8 часов после прокаливания, данный процесс необходимо повторить.
- Допускается прокаливать один и тот же электрод не более 3-х раз, а общее количество времени прокалки не должно превышать 4-х часов.
- Для осуществления правильного процесса прокаливания, электроды сначала помещают в специальные коробки, а лишь затем ставят в печь. Диапазон температуры в печи должен составлять 250 – 300С.
Внимание! В случае нарушения хотя бы одного условия, изделие становится непригодным для работы.
Условия хранения
Для сохранения своих качественных характеристик, сварочные электроды необходимо хранить в предназначенных для этого помещениях. Постоянная относительная влажность на складе не должна превышать 50%, а температура воздуха опускаться ниже 14 С. Данные требования соблюдаются при помощи установки кондиционеров. Согласно ГОСТу 9466-75 срок годности не ограничен, при условии соблюдения правил хранения.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
- ESAB;
- ЛЭЗ;
- Monolit;
- СЗСМ;
- Спецэлектрод;
- Inforce.
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД 03-613-03. Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.




