Технические характеристики сварочных электродов АНО-4
Еще одной разновидностью рутиловых электродов являются стержни марки АНО-4. Подходят для сварки как на постоянном, так и на переменном токе. Изготавливаются согласно требований ГОСТ 9466-75, ГОСТ 9467-75.

Область применения
Рутиловая или рутилово-карбонатная обмазка электродов АНО 4 разрабатывалась специально для сварки низкоуглеродистых и низколегированных сталей. Причем допускается сваривать как рядовые, так и ответственные металлоконструкции в различных пространственных положениях, кроме способа “снизу вверх”.
К достоинствам относятся:
- легкое зажигание и устойчивое горение сварочной дуги;
- легкое отхождение шлака;
- качественные сварочные показатели в любом типе соединений( нахлест, стык, тавр, угловое соединение);
- металл шва устойчив к образованию пор.
Кстати! Удобство использования этих электродов объясняется возможностью сварки плохо подготовленного, не зачищенного, ржавого металла.
Технические характеристики
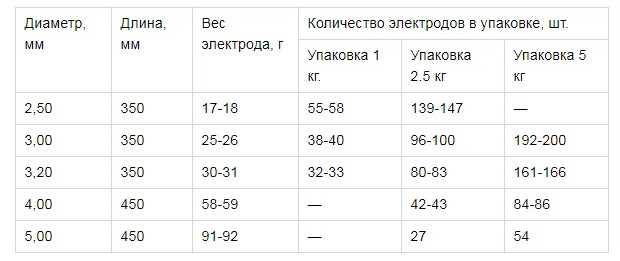
Наиболее популярными размерами электродов являются стержни диаметром 3,4,5 мм. Зависимость веса, диаметра и длины электродов можно проследить по таблице.
Основные технические особенности и характеристики можно свести в виде небольшой таблицы:
| Род тока | Коэффициент наплавки, г/А*ч | Расход электрода на 1 кг наплавленного металла | Тип свариваемой стали | Покрытие |
| Переменный/постоянный обратной полярности | 8,5 | 1,6-1,7 | Ст 1, Ст 2, Ст 3 | Рутиловове |
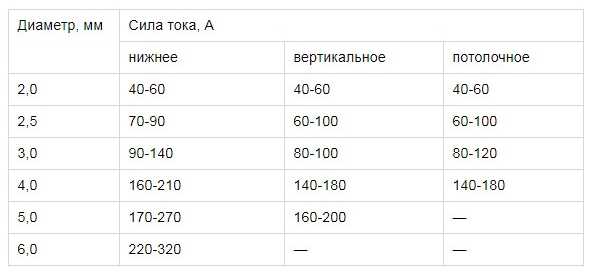
Главным для сварщика является правильная настройка режимов сварочного тока в зависимости от диаметра электрода и способа выполнения шва.
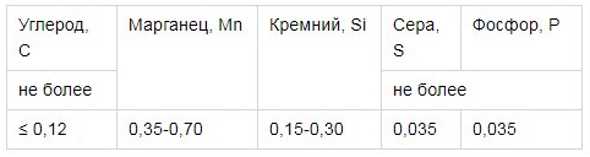
Химический состав сварного шва должен быть в следующем процентном соотношении:
Производители
- “ЛЭЗ”- Лосиноостровский электродный завод;
- “Патон” – опытный завод сварочного оборудования Института электросварки им. Е.О.Патона;
- “НЗСЭ”- Новочеркасский завод сварочных электродов
- “WESTER”