Сварка нержавеющей стали и черного металла электродом
Сварка нержавеющих коррозионно-стойких сталей с низкоуглеродистыми является ярким примером соединения разнородных металлов. Техника выполнения сварочного шва в данном случае не будет отличаться от сварки металлов одного типа, здесь важно понимать изменение структуры сварочного шва чтобы добиться великолепного результата.

Содержание
Трудности в сварке разнородных сталей
Стоит отметить следующие особенности сварки, связанные с разным химическим составом:
- Различные показатели теплопроводности материалов, и как следствие, недостаточное проплавление одного из них;
- Отличающиеся друг от друга коэффициенты линейного расширения. Напряжения в зоне сплавления могут оставаться даже после термообработки – это наиболее слабое место сварного соединения;
- “Миграция углерода” из Cr-Mo стали, имеющей его достаточное количество, в металл шва, при этом происходит уменьшение антикоррозионных свойств нержавеющей стали.
Важно! Великое многообразие сталей, имеющий разный состав, не позволяет сделать четких рекомендаций по сварке, которые давали бы хороший результат в 100% случаев.
Возникает вопрос, каким преодолеть эти нюансы и возможно ли сварить нержавеющую сталь с черным металлом.
Технологии сварки нержавейки и черного металла
Достаточно неплохих результатов в этом процессе можно добиться использованием сталей с хорошей свариваемостью и применением некоторых рекомендаций.
Практическое применение получили два принципа сварки коррозионно-стойких сталей с низколегированными и низкоуглеродистыми:
- Заполение шва электродами из высоколегированной стали( еще более легированный, чем нержавейка), либо электродами на Ni основе.
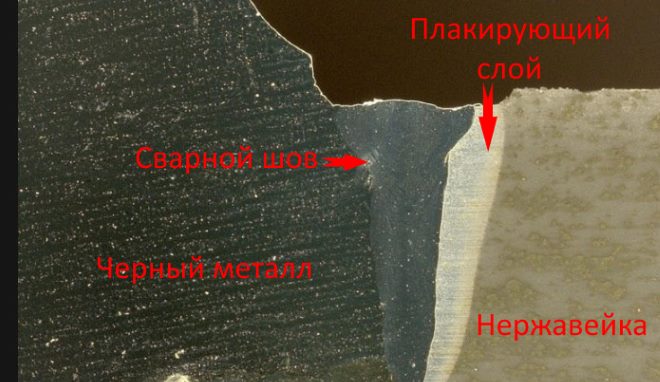
- Второй способ заключается в наплавке кромки из черной стали легированными электродами, далее плакированный слой и нержавеющая кромка свариваются электродами по нержавейке.
Если вы собираетесь приварить нержавейку к черному металлу в домашних условиях стоит обратить внимание на следующие рекомендации:
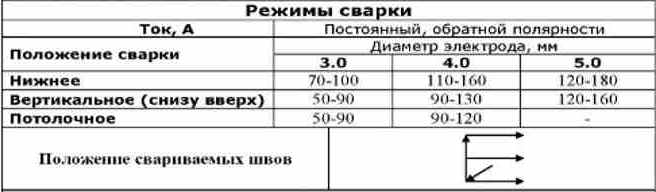
- сварка ведется постоянным током обратной полярности в любом пространственном положении. Исключением является потолочный шов движением снизу вверх;
- сварку производят на короткой и предельно короткой дуге;
- применяйте высоколегированные присадочные материалы и составы на никелевой основе;
- обязательно прокаливайте электроды перед сваркой минимум 1ч, t=190-210°С;
- тщательно зачистите свариваемые поверхности.
Предварительный прогрев как правило не требуется. Следующим этапом следует выяснить какие же электроды подойдут в этом случае.
Применяемые электроды
Распространенными марками электродов в соединении нержавейки и черного металла являются:
АНЖР-1; АНЖР-2
А также электроды ЦТ-28 для соединений четвертой группы свариваемости.
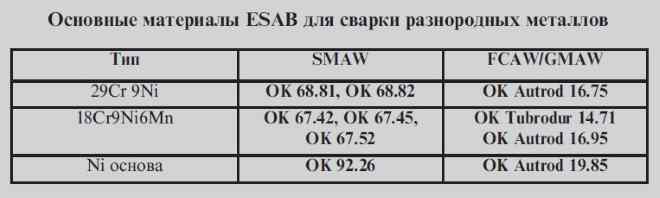
В случаях, когда не требуется применение присадочных материалов на Ni-основе, наиболее часто применяются сварочные материалы на основе высоколегированных сталей типа (23…25)%Cr- (11…15)%Ni (с добавкой Mo или без). Наиболее распространенные из них OK 67.70, OK 67.75 или OK Autrod/Tigrod 309L.

 (3 оценок, среднее: 4,33 из 5)
(3 оценок, среднее: 4,33 из 5)


