Способы сварки швеллеров между собой гост
Швеллер – один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Содержание
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
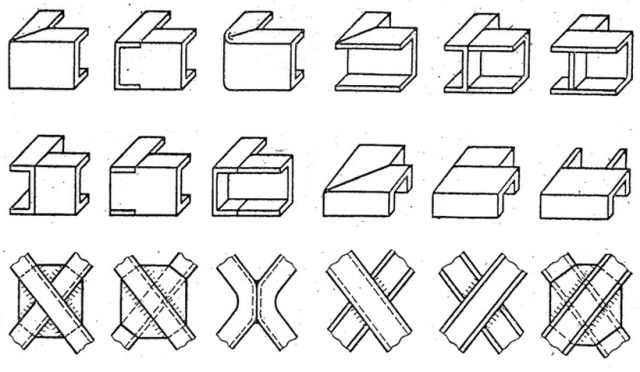
Различают следующие варианты взаимного расположения швеллеров:
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
Алгоритм сварки:
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.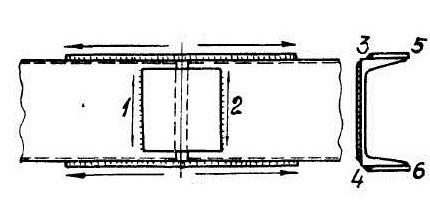
Алгоритм сварки:
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
Алгоритм сварки:
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
[warning]Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.[/warning]
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
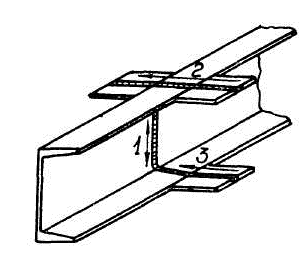
Смещенное соединение.
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
[note]Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.[/note]
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.

 (7 оценок, среднее: 4,00 из 5)
(7 оценок, среднее: 4,00 из 5)


