Как сварить пластиковые трубы в домашних условиях
Замена или установка водопроводных труб с нуля – процесс ответственный, поэтому материал должен подбираться очень тщательно. Он должен быть долговечным, стойким к коррозии, удобным в работе. Лучше всего, на сегодняшний день, для этой цели подходят полипропиленовые трубы. Среди преимуществ материала – срок службы более 50 лет, простота монтажа, относительная дешевизна материала и многие другие плюсы. Установка новой разводки отопления или водоснабжения проходит при помощи технологии пайки, она же сварка пвх труб. Сварка полипропиленовых труб своими руками – простейший процесс, с которым, после небольшой подготовки, сможет справиться любой хозяин. Ниже, рассмотрим, что собой представляет технология сварки полипропиленовых труб, ее нюансы.

Содержание
Разновидности труб, подлежащих сварке
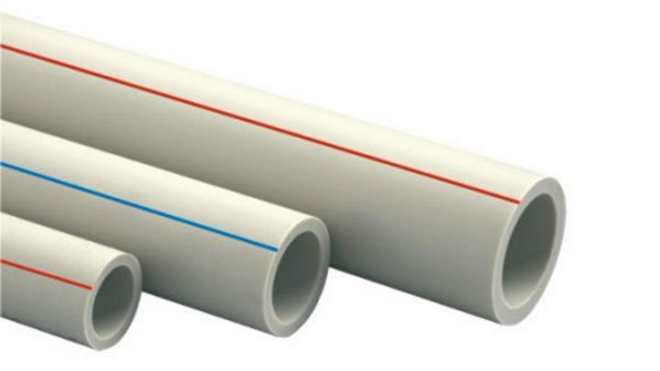
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Необходимое оборудование и инструменты
Для сварки полипропиленовых труб понадобится определенный набор оборудования, это:
- Сам аппарат для сварки;
- Набор нагревательных насадок различного диаметра;
- Прибор для резки;
- Шейвер – устройство, удаляющее армирующий слой (необходимо при работе с маркировкой PN25);
- Фаскосниматель – прибор, необходимый для выравнивания торцов среза (необходим если пластиковые изделия отрезаются ножовкой или подходящим инструментом, не дающим идеально плоский торец среза).

Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.

Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Учтите, что некоторые производители советуют использовать шейвер и для обычных из-за возможной эллипсности материала в срезе.

Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.

Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.

Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик. Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Важно! Установку на прогрев и снятие следует проводить надавливая на деталь строго перпендикулярно нагревательному элементу. Давление под углом или снятие деталей с их уводом под определенный угол – запрещено.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.

Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.

При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании.
Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Обратите внимание! Для сварки полипропиленовых труб большого диаметра 40 – 50 мм, ручные способы не подходят и необходимо использование специального центровщика.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок. Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание.
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.




