Чем и как сваривают алюминий
Алюминий – удивительный металл, обладающий высокой электрической и тепловой проводимостью, обладающий малым весом, легко поддающийся литью и механической обработке, при этом достаточно прочный, стойкий к коррозии. Благодаря такому списку достоинств этот металл используется во многих сферах, например в металлургии, для изготовления украшений, в пищевой промышленности, в военной сфере и многих других областях. Увы, не все так гладко, один из наиболее неприятных недостатков металла – трудная свариваемость изделий.

Многие судят о способностях сварщика именно за способность качественно сварить алюминий. Так что давайте рассмотрим, как выглядит технология сварки алюминия, какой для этого нужен сварочный аппарат для сварки качественных швов и другие нюансы?
Содержание
Особенности сварки алюминия
Все же почему алюминий так трудно варить? Существует целый ряд особенностей этого металла, которые в той или иной степени препятствуют его повторной обработке привычными техниками:
- Окисная пленка. Подобный слой присутствует на множестве металлов, однако окислы алюминия обладают очень высокой температурой плавления. Если в нормальных условиях подобный сплав начинает плавиться при 560+С (некоторые сплавы по ГОСТу при 660), то окислы выдерживают до 2000С и только при такой высокой температуре поддаются плавлению;
- Легкая окисляемость. Металл настолько активно вступает в реакцию с воздухом, что даже капли расплавленного метала способны окислятся и препятствовать полноценному смешиванию сплава;
- Высокая теплопроводность. Отличное свойство, которое при сварке подразумевает использование рабочих токов выше на 1.5 раза в сравнении со сталями ;
- Высокая жидкотекучесть. Свойство, которое затрудняет полноценный контроль сварочной ванны и подразумевает применение специальных теплоотводящих средств;
- Высокая степень усадки. Приводит к тому, что при остывании обрабатываемый участок может в значительной мере деформироваться ;
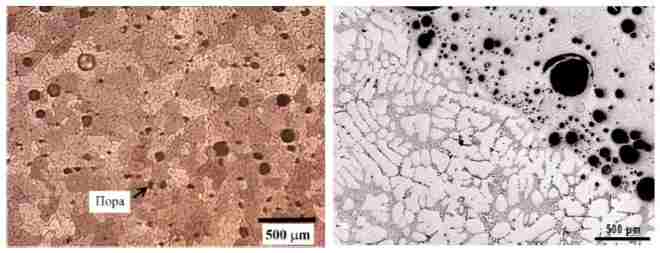
- Образование трещин и пор. Металл и его сплавы, имеет ряд технологических особенностей приводящих к дефектам, которых можно избежать в условиях производства и очень трудно избежать при сварке. К примеру, содержащийся водород провоцирует образование пор, что ослабляет шов.
Итого имеем металл, шву которого при сваривании чрезвычайно сложно придать хотя бы исходных характеристик метала, не говоря об их улучшении. На практике получаем, что сварной шов на алюминии всегда хуже, чем сам сплав.
Плюс к описанным недостаткам добавляются еще и особенности тех или иных сплавов, которые в ряде случаев невозможно обработать без должной технической подготовки. Однако для справедливости стоит сказать, что если вам попался сплав отличающийся от ГОСТа с высоким электрическим сопротивлением, то его обработка будет немного легче.
Подготовка деталей под сварку
Как и любой другой металл алюминий перед работой следует подготовить. Этот процесс может быть выполнен одним из двух способов:
- Первый – химическая обработка. Прежде всего это обезжиривание растворителем. Следом идет травление, с применением щелочи в концентрированном виде. Норма вещества – 50 г/л NaOH, время воздействия до 2-х минут. После металл промывается холодной водой. Последним идет пассирование HNO3,для этого на изделие воздействуют 30% раствором также в течение 2-х минут. Следом снова идет промывка холодной водой и наконец сушка. Сварка дюралюминия нередко включает предварительную химическую обработку.
- Второй – механическая чистка. Для этого способа подходит шлифовальная машина с щеткой из стальной проволоки. После такой чистки поверхность обезжиривается растворителем или ацетоном.
Подготовка – первый шаг на пути к качественному сварному соединению сплава.

Выбор того или иного метода зависит прежде всего от ваших возможностей и от того какие способы сварки алюминия будут применены. К примеру, изделия с высокой степенью загрязнений в ряде случае более уместно подготавливать с помощью механической техники чистки (сварка алюминиевых труб), ведь для химической обработки понадобится слишком много дорогостоящих реактивов. С другой стороны для подготовки изделия со сложной геометрией, работа с щеткой может отнять слишком много времени и быть не обоснованной.
Способы сварки алюминиевых сплавов
Варить алюминий и его сплавы можно различными методами, среди которых самыми распространенными являются следующие:
- Аргонодуговая сварка неплавящимся электродом ( TIG-сварка);
- Полуавтоматическая в среде инертного газа аргона ( MIG -сварка);
- Ручная дуговая с использованием специальных плавящихся электродов с защитным покрытием;
- Контактная;
- Плазменная ;
- Газовая.
Разнообразие методов и технологий позволяет сделать оптимальный выбор техники и режимов сварки, которые определяются размерами заготовок, маркой сплава, толщиной изделий, пространственным положением деталей, типов швов и других факторов.
Сварка в среде аргона является самым востребованным методов в соединении этого металла. Процесс сварки с помощью электродов по алюминию имеет много нюансов, и его использование оправдано в редких случаях.

Процессы сварки алюминия в этих способах происходят за счет энергии сварочной дуги, поэтому называются дуговыми. Однако и они не лишены недостатков и определенных нюансов.
Проблемы использования дуговых технологий
Связаны они с некоторыми ограничениями использования электрической дуги и особенностями алюминия.Среди них можно отметить:
- низкая производительность при сварке толстого металла;
- высокие требования к подготовке основного и присадочного материала
- повышенная дефектность сварных швов. Образование горячих трещин, включений оксидной пленки.
- характеристики сварочного шва уступают по прочности основному металлу.
- трудоемкость изготовления объемных конструкций, где предполагается сварка в различных пространственных положениях
Если какие-либо из этих пунктов вызывают определенные неудобства или недостаточное качество сварочного шва, возможно применение иных технологий, о которых мы поговорим ниже.
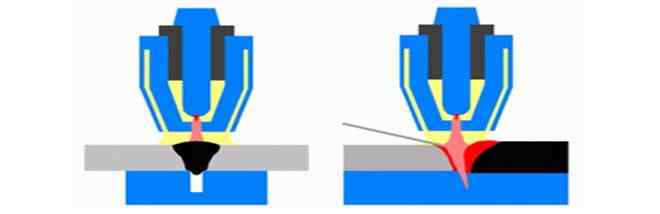
Плазменная сварка алюминия
Первый способ сваривания, который помогает обходить или игнорировать большую часть недостатков алюминиевых сплавов – плазменная сварка алюминия. Существует два вида данной технологии – автоматическая и ручная.
Автоматическая сварка с подачей присадочной проволоки проводится для изделий толщиной до 8 мм, в некоторых случаях использование высокотехнологичных современных устройств позволяет увеличить толщину до 16 мм. Плазма позволяет сваривать изделие при температуре 30 тысяч градусов Цельсия, позволяя избежать окислов, трещин и других дефектов. С другой стороны металл может подвергаться перегреву, именно поэтому используются специальные теплоотводящие пластины.
Применяется для сварки стыковых швов и тавровых соединений. При этом получается добиться соединения без внутренних дефектов с удовлетворительным внешним видом.
Из недостатков стоит отметить наличие канавки в месте шва, которая в ряде случаев убирается путем наплавления. Необходимость избавиться от канавки может быть вызвана эстетическими соображениями, тогда накладывается простой валик. С другой стороны данный дефект удаляется для ответственных конструкций, где подобная особенность является изъяном в прочности конструкции.
Ручная плазменная сварка эффективно используется для изготовления конструкций из алюминиевых сплавов, а также для ремонта ряда изделий бытового назначения и механизмов и устройств небольших промышленных объектов. Качество работ и область применения полученной технологи напрямую зависит от выбранного аппарата.

Аппарат для сварки алюминия или плазмотрон из премиум категории способен обработать изделия толщиной до 16 мм. Не менее важным является и другие технологические особенности, вроде предварительной подготовки металла, соответствия электросети сварочному аппарату и так далее. Но при должном подходе на выходе получаем изделие с бездефектными швами, качества которых не уступает основному металлу.
Контактная сварка алюминия
Следующий способ получить качественный шов при работе с алюминием – точечная сварка алюминия. Она проходит на высокой плотности тока – 15 тысяч Ампер на квадратный сантиметр. В таких условиях металл плавится за тысячные доли секунды и практически мгновенно застывает. Это позволяет избежать внутренних дефектов и сохранить основные свойства ремонтируемого изделия.

Контактная сварка позволяет работать с изделиями, толщиной до 7 мм.Из недостатков стоит отметить возможность сваривания детали и электрода. Чтобы этого избежать применяются специальные прокладки, которые отводят тепло от электрода. Их толщина может варьироваться в пределах 0.2 – 0.5 мм. В современных сварочных аппаратах для сварки алюминия, для повышения качества работ применяют технологии ускорения импульсного действия тока. Продолжительность сварки снижается, при этом сварочные токи увеличиваются.
Газовая сварка алюминия
Еще один способ сварить алюминий – использовать газовую сварку.
Проблема состоит в том, что при плавлении данный металл не меняет своего цвета, поэтому поймать момент начала плавления для неопытного сварщика может быть затруднительно.

Качественный результат можно получить исходя не из того, какое есть оборудование для сварки, а из опыта сварщика. Так же следует учесть, что метал после газовой сварки в месте шва сохраняет остаточное напряжение, которое приводит к деформации, поэтому следует очень точно подбирать мощность пламени.
Для защиты сварочной ванны от действия кислорода воздуха применяются защитные флюсы. Перед сваркой присадочную проволоку просто обмазывают слоем этим защитным составом.

Каждый режим сварки алюминия подразумевает свой длинный перечень требований к технологическому процессу. Он регулируется установленными нормами и прописан в ГОСТах, в нем отражены следующие моменты:
- характеристика проволоки. Важно учесть ряд характеристик присадочной проволоки, например отношение толщины припоя и толщины металла, данные соответствия можно найти в ГОСТах. Помимо диаметра сварочная подбирается исходя из марки, которых на данный момент представлено 11. ГОСТ регулирует и толщину проволоки от 0.8 до 12 мм с шагом 0.2 – 1 мм. Наконец проволока должна быть идеально ровной, не иметь внешних дефектов и поставляться в специальных бухтах весом до 40 кг;
- тип соединений – стыковые со скосом, без скоса и соответствующая разделка кромок;
- пространственные положения при сварке;
- зазоры соединений;
- предварительная подготовка алюминия к сварке – механическая и химическая обработка свариваемых деталей, основной технологический процесс;
- флюсовая обработка алюминиевых конструкций;
- расход ацетилена – отношение толщины свариваемого металла и соответствующие нормы расхода ацетиленового газа.
Заключение
Алюминий очень привередливый к сварке металл, неопытность и незнание технологии может напрочь отбить желание работать с этим материалом. Рассмотрев различные способы и методы сварки, вы сможете определиться какой подойдет именно вам и позволит добиться желаемого результата.





