Сварка полиэтиленовых труб своими руками
Трубы ПНД (изготовленные из полиэтилена низкого давления) – популярный строительный материал, активно используемый в наши дни. Данный вид труб идеально подходит для монтажа трубопроводов, напорного и безнапорного типа. Небольшая масса материала, простота в обработке и эксплуатации, сделали их незаменимыми в современных реалиях.
Монтаж трубопровода превратился в приятное и интересное увлечение – многие домашние мастера выполняют работы самостоятельно. Существует несколько способов соединения труб, среди которых самый популярный – сварка полиэтиленовых труб.
Вообще, трубы из полиэтилена – высокотехнологичный, эластичный и прочный материал. Материал отлично переносит воздействие окружающих сред. Именно поэтому, многие специалисты рекомендуют использовать материал для сооружения систем трубопровода любых типов.
Популярность труб из ПНД обоснована тем, что монтажом трубопроводной системы может заниматься любой – даже новичок в этом деле. В данной статье мы рассмотрим основные виды соединений, изучим самые надежные из них.
Содержание
Типы соединений труб из полиэтилена
В современном строительстве известны пара типов соединения ПНД труб:
- Разъемный тип (при помощи раструбов или фланцев);
- Неразъемный тип (сварка ПНД труб).
Выбор в пользу того или иного метода соединения, обусловлен условиями использования трубопровода (для каких целей). В случае, если подразумевается трубопровод с подачей жидкости под высоким давлением, применяется методика сварки встык или сварка электромуфтовым методом.
Данная методика зарекомендовала себя как наиболее надежная. В трубопроводах, где жидкость протекает самостоятельно (без давления), широко применяются соединения разъемного типа, установить которые гораздо проще и можно без специального оборудования.
Режимы сварки труб ПНД встык – изучаем особенности
Для выполнения сварочных работ ПНД труб, в современном строительстве существует несколько методов, которые имеют свои преимущества и недостатки. Среди них известны следующие:
- Сварка швов встык;
- Муфтовая (с помощью раструбов) сварка;
- Электромуфтовый тип сварочных работ.
Чтобы у простого и неопытного мастера не возникало вопросов, рассмотрим каждый из них в отдельности и изучим принцип работы.
Свариваем полиэтиленовые трубы встык – особенности выполнения работ
Сварка пластиковых труб большого диаметра встык – один из самых простых и недорогих вариантов создания трубопровода ПНД. Основа данной методики заключается в следующем – изначально, торцы двух труб подвергаются разогреву, и затем, под определенным уровнем давления, стыкуются друг с другом, образуя надежного и монолитное соединение. Данный метод широко используется специалистами для соединения труб, стенки которых толще 0,5 см, а диаметр превышает 5 см.
Внимание! Ни в коем случае не стоит сваривать полимеры, которые не являются одинаковыми в плане состава. Необходимо, что все элементы были куплены одновременно, в одной партии.
Сварка своими руками встык производится по следующему алгоритму:
- Изначально, производится монтаж, центровка и крепление зажимов к трубе;
- Производится торцовка стыка механическим способом;
- Проверяет ось;
- При помощи сварочного зеркала нагреваются торцы соединяемых элементов;
- Сварочное зеркало убирается, производится стыковка ПНД материала под определенным уровнем давления;
- После окончания работ, материал оставляют остывать и переходят к следующему стыку.
Всего, для данного вида работ, существует три разновидности оборудования:
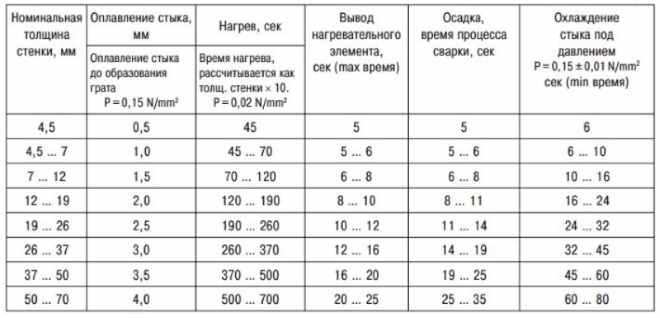
- Самые простые из них – агрегаты ручного типа. Их используют для стыкования (сварки) труб, имеющих небольшой диаметр. Все настройки оборудования производятся оператором, который использует таблицу сварки полиэтиленовых труб, и по ней задает необходимые параметры. После нагрева, торцы придется соединять вручную.
- Полуавтоматические терморезисторные сварочники, применяемые для стыка ПНД трубопроводов, отличаются от ручных наличием гидравлики, в которую включены станция гидравлики и центратор. Главное преимущество агрегата – нагрев и сварка производятся в автоматическом режиме. Режимы сварки необходимо задавать оператору.
- Автоматика – отличная сварочная система, которая требует исключительно присутствия человека. Оператору требуется задать только несколько параметров – марку материала, SDR и диаметр трубопровода. В остальном, с работой справится машина. Данный метод привлекателен тем, что полностью исключает такой момент, как человеческий фактор – все стыки получаются ровными и надежными. Единственный недостаток – высокая стоимость изделий.
Параметры сварки встык труб из ПНДСледует учесть тот факт, что техкарта не подразумевает таких данных, как температура нагрева стыков. Необходимо запомнить, что материал марки ПЭ 100 нагревается и плавится при температуре в 220°С, марка ПЭ 80 – от 200 до 220°С.
Муфтовая сварка – еще один недорогой вариант
Сварка муфтами – идеальный вариант для соединения трубопровода, диаметр которого не превышает 63 мм. Для данной операции можно использовать простой паяльник (аппарат для сварки). Если необходимо сварить трубы большого диаметра, применяется промышленный механический аппарат.
Внимание! Перед началом выполнения сварочных работ, запаситесь фитингами (желательно купить большее количество, на всякий случай).
Для работ, специалисту потребуется такой инструмент, как рулетка и наличие трубореза. Процесс сварки муфтовым способом подразумевает следующие действия:
- Изначально, сварочный аппарат закрепляют на трубе, используя специальный ключ. Выставляется температурный параметр – для ПНД труб это порядка 210-230°С;
- Заранее подготовленные фитинги насаживают на насадку и полностью прогревают пластик (хватает 6-8 сек.);
- Следующий этап – прогретый фитинг насаживают на концы труб. Необходимо удерживать элементы порядка 10-15 секунд, чтобы пластик остыл;
В конечном итоге, получается качественное, герметичное соединение. Термически обработанные полимеры сливаются воедино.
Обратите внимание! Не следует перегревать элементы. При сильном разогреве, фитинг или труба просто свернутся как гусеница и сделать качественный стык не получится.
Электромуфтовая сварка – основы
Данный вид работ относят к разряду высокотехнологичных. Использование электрических муфт позволяет создавать трубопроводные системы, способные выдержать высочайшее давление, не более 18 атмосфер.
Несмотря на высокое качество соединений, данный вариант является дорогим, по сравнению с другими. Проблема в том, что для выполнения данного вида операций, потребуется приобрести накладные электромуфты, которые стоят недешево.
Электромуфтовая сварка представляет собой следующий набор действий:
- Перед началом работ, все элементы и стыки проходят процедуру тщательной очистки;
- Следующий этап – на стык надевают фитинг, который представляет собой муфту с закладным нагревателем. Ее задача – нагрев пластика до определенной температуры;
- После выполнения всех этапов, на муфту подают напряжение. Торцы труб начинают нагреваться и плавиться вместе с муфтой и в итоге получается качественное гладкое соединение, которое выглядит как цельная труба.
Внимание! После нагрева не следует сразу снимать оборудование – стык должен остыть естественным образом, чтобы получился качественный и надежный трубопровод.
Данная методика широко используется в ситуациях, когда необходимо сделать дополнительные отводы от основной магистрали и произвести несколько соединений за одну сессию.
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Дефекты подразделяются на два типа:
- внутренний тип;
- внешний.
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
Итоги
Как стало понятно, каждая методика сварки труб ПНД по-своему хороша и применима в определенных условиях. Следует обратить внимание на тот факт, что работа на любом из выше обозначенных агрегатов не требует специальной подготовки – достаточно соблюдать технологию и выполнять работу в строгом соответствии с требованиями и таблицами.


 (2 оценок, среднее: 3,50 из 5)
(2 оценок, среднее: 3,50 из 5)


