Сварка алюминия аргоном для начинающих
В мировой и отечественной практике, существуют два наиболее популярных способа соединения алюминиевых деталей – TIG и MIG. Первая аббревиатура обозначает ручной способ сварки неплавящимся электродом , вторая полуавтоматическую. Речь в данной статье пойдет о первом методе, т.к. понятие аргоннодуговая сварка алюминия и других металлов подразумевает именно его.
Содержание
Области применения ТИГ сварки алюминия
Свойства алюминия и его сплавов, позволяют их применять практически во всех отраслях промышленности:
- пищевой ( баки, трубопроводы и др.);
- авиационной(легкий и прочный, его еще называют летучий материал);
- автомобильной ( головки цилиндров, пропеллеры и др.)
Полезно! Чтобы сварочный шов был красивым и качественным применяется тиг-сварка алюминия аргоном.

Этим способом также пользуются при сварке соединений под ультразвуковой и радиографический контроль.
Освоить метод невозможно без понимания особенностей материала при сварке.
Почему алюминий сложно сваривать
Опытные сварщики знают, что процесс сварки Al является одним из самых сложных. Работа с ним требует от рабочего определенных навыков и, конечно, знаний. При этом аргонная сварка алюминия не является исключением . Ниже приведены некоторые факты, которые обязан знать сварщик:
- Оксидная пленка, которая является главным “врагом” при сварке . Температура плавления ее больше 2000 С, хотя сам алюминий начинает плавиться уже при 660 С. Окисление чистого алюминия на воздухе происходит очень быстро, образуя все тот же оксид алюминия Al2O3.
- Обязательна зачистка металла перед сваркой. Это ключевой момент, позволяющий разбить оксидный слой.
Не меняет цвета при нагревании. Сложно проследить степень нагрева детали, из-за чего, особенно у новичков, наблюдаются прожоги и происходит утечка расплавленного металла. - Требуется много энергии. В отличие от сталей, у летучего металла высокая теплопроводность, она в несколько раз выше. Сварка алюминия аргоном требует внесения большого количества энергии. Более того, во время соединения деталей большого габарита не будет лишним выполнить ее предварительный прогрев. Высокая теплопроводность и малая температура плавления может привести к прожогу деталей.
- Необходимость заварки кратера. И еще одна технологическая особенность, после окончания сварочного процесса, в конце шва, формируется кратер, это происходит потому, что, алюминиевый сплав быстро твердеет. Для обеспечения устранения этого дефекта, в сварочных аппаратах предусмотрен специальный режим. При окончании сварки на электрод поступает увеличенный ток. С его помощью пробивают оксидную пленку в начале сварки, и заваривают кратер, образующийся в конце.
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Важно ! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
Причиной тому является возможность занесения частиц другого металла ,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия. В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Важно! Химическая зачистка позволяет сохранить поверхность алюминия и его свойства в течении 3-4 дней.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Необходимое оборудование для сварки
О сущности метода TIG-сварки здесь говорить не будем, отметим лишь что tig сварка алюминия осуществима при наличии:
- сварочного аппарата;
- электрода из вольфрама;
- защитного газа (аргон);
- присадочной проволоки.
Источник сварочного тока
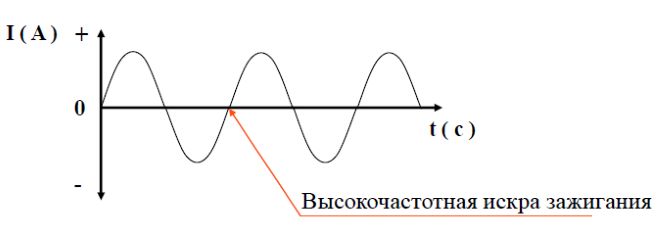
При аргон сварке алюминия вольфрамовым электродом в среде защитного газа используется переменный ток (АС). Он служит для создания более качественного шва. Давайте посмотрим как это работает:
- При пересечении отметки зажигается дуга;
- При положительном полупериоде происходит разрушение оксидной пленки как основного металла ,так и присадочного прутка;
- На отрицательном цикле дуга воздействует на сам алюминий, нагревая его .Происходит охлаждение вольфрамового электрода;
- Смена полярности происходит до 100 раз в секунду при частоте 50 Гц.
На современных аргонодуговых аппаратах для сварки алюминия как минимум предусмотрены две функции регулировки :
- регулировка частоты
- изменение баланс переменного тока
Для выполнения тиг сварки в домашних условиях вполне подходят аппараты для сварки типа Brima TIG или Сварог TECH TIG. Это универсальные источники тока, которые можно использовать в том числе и для других сварочных работ, например, для обработки черных металлов. Они отличаются неприхотливостью, простотой эксплуатации. Позволяют выполнять сварочные работы даже в квартире, разумеется, при соблюдении мер безопасности.
Вольфрамовые электроды для алюминия
Для соединения алюминия в таких условиях необходимо использовать неплавящиеся электроды из вольфрама, которые изготовлены с применением легирующих добавок.
Электроды различают по типу внесенных в их состав добавок. Это определяет марку электрода для различения их между собой их концы окрашивают в разные цвета. Всего существует несколько типов элект родов, которые необходимы для сварки алюминия:
родов, которые необходимы для сварки алюминия:
- WC 20 ( серый);
- WT 20 ( красный);
- WL 15 ( желтый)
Обычно электрод перед сваркой остро затачивается для легкого возбуждения дуги а в процессе работы он приобретает форму шарика.
Защитные газы
Применяется для защиты сварочной ванны от пагубного воздействия атмосферного кислорода. Самым распространенным является инертный газ аргон (Ar), отсюда и название этого процесса. Его использование обусловлено дешевизной и распространенностью.
Лучшего проплавление и увеличение скорости сварки добиваются применением гелия, либо смели двух этих газов(Не). О том, как варить алюминий аргоном читайте дальше.
Технология сварки алюминия аргоном – пошаговая инструкция
Настройка аппарата для сварки
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу. Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить. Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо заточенный электрод – залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
Внимание! Категорически не допускается прикосновение электродом ни основного металла, ни присадочного.
В противном случае электрод следует заточить по новой, либо вообще заменить.
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Запомните! Требуемое время прогрева в секундах приблизительно равно толщине металла, принятое в миллиметрах.
Выполнение сварного шва
Итак , мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Важно! Следует стремиться выдерживать угол 90 между горелкой и присадкой.
Как мы уже отметили, формирование сварного шва осуществляется ” капля за каплей”. Сварщик должен непрерывно следить за процессом ,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва “тяжелые “шлаки не оседали в металле “легкого” алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты. По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие. Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации.
Рекомендуем к просмотру:
Недостатки TIG сварки
- сниженная производительность с сравнении с MIG / MAG;
- детали горелки и сама присадочная проволока чувствительны к загрязнению ;
- для получения качественного шва требуется высокая квалификация сварщика;
- разное положение деталей требует регулировки потока газа;
- компоненты газовой горелки требуется подбирать в зависимости от свариваемых материалов;
- присадочный материал подается вручную
Сварка алюминия аргоном для начинающих может показаться довольно сложной и невыполнимой задачей. Ответственное отношение к делу и следование нашим рекомендациям обязательно приведут к намеченным целям и вы в совершенстве овладеете этим методом.

 (5 оценок, среднее: 4,60 из 5)
(5 оценок, среднее: 4,60 из 5)